Future-Proofing Your Heat Exchange Systems: Advanced Materials and Technologies in Finned Tube Design?
Are you constantly battling against premature failure of heat exchangers in harsh environments? Conventional tube solutions can lead to costly downtime, reduced efficiency, and frequent replacements that drain your maintenance budget.
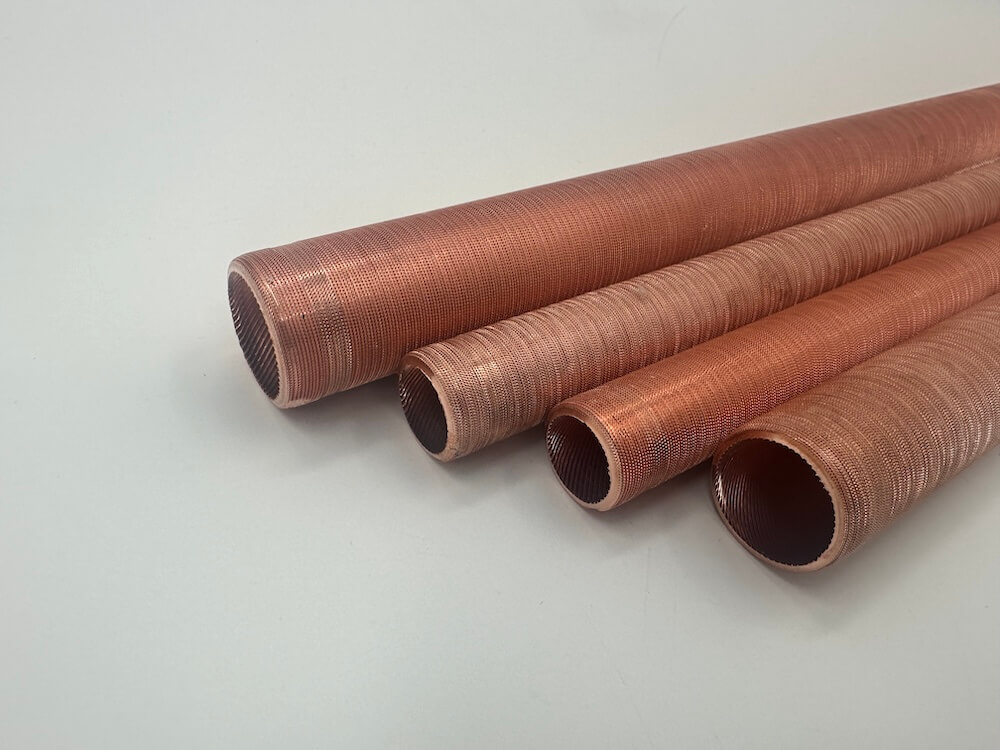
Advanced finned tube technologies[1]combine specialized materials, precision manufacturing, and innovative bonding methods to create heat exchange solutions[2]that last 3-5 times longer than conventional options. These technologies deliver superior heat transfer while withstanding corrosive chemicals, extreme temperatures, and high-pressure conditions common in demanding industrial applications. In my 40 years of manufacturing heat exchange components, I’ve seen countless South African mining operations struggle with premature heat exchanger failures[3]The harsh conditions of mineral processing create a perfect storm for conventional tubes. Let me share what I’ve learned about creating systems that truly stand the test of time.
What Technologies Make Corrosion-Resistant Finned Tubes Worth the Investment?
Are corrosion issues forcing you to replace heat exchangers every few years? Standard materials fail quickly in aggressive environments, creating a frustrating cycle of repairs and replacements that never seem to end.
Corrosion-resistant finned tubes utilize specialized alloys (such as Cu-Ni, titanium, and high-grade stainless steels), advanced coatings (including PTFE and ceramic), and superior bonding technologies. These technologies typically increase initial costs by 30-60% but extend service life by 300-500%, resulting in lifetime cost reductions of 40-60%.
Corrosion resistance isn’t simply about choosing an expensive material—it’s about engineering a complete solution tailored to your specific operational challenges. Here’s what you need to know:
Material Selection for Specific Corrosive Environments
The first step in creating a truly corrosion-resistant solution is selecting the optimal material combination for your unique environment. I’ve developed this selection framework based on decades of field experience:
| Corrosive Condition | Recommended Tube Material | Optimal Fin Material | Expected Lifespan Improvement |
|---|---|---|---|
| Seawater/Marine | 90/10 Copper-Nickel | Aluminum (protective coating) | 4-5× standard copper |
| Acidic Process Fluids (pH 2-5) | 316L Stainless Steel | 316L Stainless Steel | 3-4× carbon steel |
| Sulfur-Containing Gases | Alloy 825/625 | Aluminum or matching alloy | 5-6× standard alloys |
| Chloride Environments | Titanium or Titanium-clad | Aluminum (with barrier) | 8-10× standard materials |
| High-Temperature Oxidation | Inconel 625 | Inconel 625 | 3-4× standard stainless |
Advanced Coating Technologies for Enhanced Protection
When base metal solutions aren’t enough, advanced coatings can provide superior protection against specific corrosion mechanisms:
- Fluoropolymer Coatings (PTFE/ETFE): Create an almost universal chemical barrier but limit maximum operating temperature to 150-260°C depending on the specific formula
- Electroless Nickel with PTFE: Combines the hardness and corrosion resistance of nickel with the non-stick properties of PTFE
- Ceramic Coatings: Offer exceptional temperature resistance (up to 1000°C) with good chemical stability
- Sol-Gel Nanocomposite Coatings: Emerging technology that provides extremely thin (1-3μm) yet highly effective barriers
The key to coating success lies in proper application. Surface preparation, coating thickness control, and quality assurance testing are critical to performance. Our proprietary application processes ensure coatings maintain integrity even during thermal cycling.
How Do Nickel Chrome Coated and Stainless Steel Finned Tubes Compare in Performance and Cost?
Are you torn between nickel chrome coated carbon steel and solid stainless steel for your next heat exchanger upgrade? The initial price difference seems significant, but which option truly delivers better long-term value?
Nickel chrome coated finned tubes typically cost 40-50% less than solid stainless steel initially but offer 60-70% of the corrosion resistance. Stainless steel provides superior performance in highly corrosive environments with expected lifespans 30-50% longer, while coated tubes offer better thermal conductivity and lower pressure drop, making them ideal for less aggressive conditions.
This question comes up frequently with my industrial clients, especially those in chemical processing and mining. The answer isn’t always straightforward, but I’ve developed a comprehensive comparison framework:
Specific Application Recommendations
Based on my experience with hundreds of industrial installations, here are my specific recommendations:
- Choose Nickel Chrome Coated When:
- Thermal efficiency is a primary concern
- Corrosive conditions are moderate (pH 4-10)
- Budget constraints are significant
- System operates under 450°C
- Regular inspection and maintenance is feasible
- Choose Solid Stainless Steel When:
- Highly corrosive conditions exist (extreme pH, chlorides, etc.)
- Temperatures exceed 500°C
- Maintenance access is limited
- Maximum lifespan is critical to operations
- Process uptime is valued higher than efficiency
The right choice ultimately depends on your specific operating conditions, budget constraints, and performance priorities. I’ve helped many South African clients make this decision based on water quality analysis, operating temperature profiles, and maintenance capabilities.
What Are the 5 Critical Factors That Determine Finned Tube Lifespan in Corrosive Environments?
Is your operation plagued by unpredictable heat exchanger failures? Understanding the key factors that truly influence finned tube lifespan can transform your maintenance strategy from reactive to proactive.
The five critical factors determining finned tube lifespan in corrosive environments are material selection relative to specific corrosive agents, operating temperature fluctuations, flow characteristics (velocity and turbulence), manufacturing quality (especially fin attachment method), and proper maintenance practices. Optimizing these factors can extend service life by 200-300%.
After decades of manufacturing finned tubes and analyzing failure patterns, I’ve identified these key factors that consistently determine how long your heat exchangers will last in challenging environments:
1. Material-Environment Compatibility
The most critical factor is selecting materials specifically matched to your corrosive conditions. Many failures occur because generic material choices don’t address specific corrosion mechanisms:
| Corrosive Agent | Ideal Material | Common Mistake | Impact on Lifespan |
|---|---|---|---|
| Chlorides | Titanium, Super Duplex SS | Using 304/316 SS | 5-8× reduction |
| Sulfuric Acid | Alloy 20, Hastelloy | Using standard SS | 3-4× reduction |
| Caustic Solutions | Nickel alloys, Monel | Using carbon steel | 4-5× reduction |
| Ammonia | Admiralty brass, Aluminum | Using copper | 2-3× reduction |
| Seawater | 90/10 Cu-Ni, Titanium | Using copper or SS | 3-6× reduction |
I worked with a platinum refinery that experienced repeated failures every 8-14 months. After analyzing their process fluid, we identified trace chlorides combined with low pH as the primary culprit. Switching to titanium-clad tubes extended their service life to over 5 years—a 500% improvement.
2. Temperature Cycling Severity
Temperature fluctuations create thermal stresses that can break down protective oxide layers and accelerate corrosion:
| Cycling Pattern | Impact Mechanism | Mitigation Strategy |
|---|---|---|
| Rapid daily cycling | Thermal fatigue of fin bonds | Select mechanically bonded fins rather than welded |
| Frequent start/stop | Condensation during cooling | Implement proper shutdown procedures with nitrogen purging |
| Seasonal operation | Stagnant conditions during shutdown | Maintain protective environment during idle periods |
| Process upsets | Extreme temperature excursions | Install temperature monitoring and alarming systems |
For operations with significant temperature cycling, the fin attachment method becomes especially critical. Extruded fins provide superior performance in these conditions compared to tension-wound or L-footed alternatives.
3. Flow Characteristics and Velocity Effects
Flow conditions directly impact both heat transfer and corrosion rates:
- Too slow: Promotes sediment accumulation and under-deposit corrosion
- Too fast: Causes erosion-corrosion, particularly at bends and constrictions
- Turbulent: Increases heat transfer but may accelerate corrosion of passive films
- Laminar: Reduces erosion but may create stagnant boundary layers where corrosion accelerates
The optimal flow velocity depends on your specific fluid and material combination. For copper alloys in water service, we typically recommend 1.5-2.5 m/s, while stainless steel can handle 3-5 m/s in similar conditions.4. Manufacturing Quality and Fin Attachment Method
The method used to attach fins to the base tube significantly impacts corrosion resistance:
| Attachment Method | Corrosion Resistance | Thermal Performance | Best Applications |
|---|---|---|---|
| Metallurgically Bonded (Extruded) | Excellent | Superior | Most demanding environments |
| High-Frequency Welded | Very Good | Excellent | High-temperature applications |
| Tension-Wound (L-Foot) | Good | Good | Cost-sensitive applications |
| Embedded | Fair | Fair | Low to moderate temperatures |
| Slip-On (Tension) | Poor | Poor | Non-corrosive environments only |
Manufacturing quality control is equally important. For critical applications, we implement 100% inspection protocols including ultrasonic testing of fin bonds, helium leak testing, and hydrostatic pressure testing beyond normal operating limits.
5. Maintenance Practices and Monitoring
Even the best materials will fail prematurely without proper maintenance:
- Regular Inspection: Visual and non-destructive testing (NDT) to identify issues before failure
- Appropriate Cleaning: Using methods compatible with the tube materials
- Water Chemistry Control: Maintaining appropriate pH, oxygen content, and inhibitor levels
- Corrosion Monitoring: Installing sacrificial anodes or corrosion coupons for early warning
- Documentation: Tracking performance changes that may indicate developing issues
A disciplined maintenance program can double the lifespan of heat exchangers in corrosive environments. I recommend establishing specific corrosion rate monitoring for critical systems to predict end-of-life before failure occurs.
How Does Diffusion Bonding Technology Create Superior Finned Tube Performance?
Do conventional finned tubes consistently underperform in your high-stress applications? The problem might not be the materials themselves but rather how the fins are attached to the base tube.
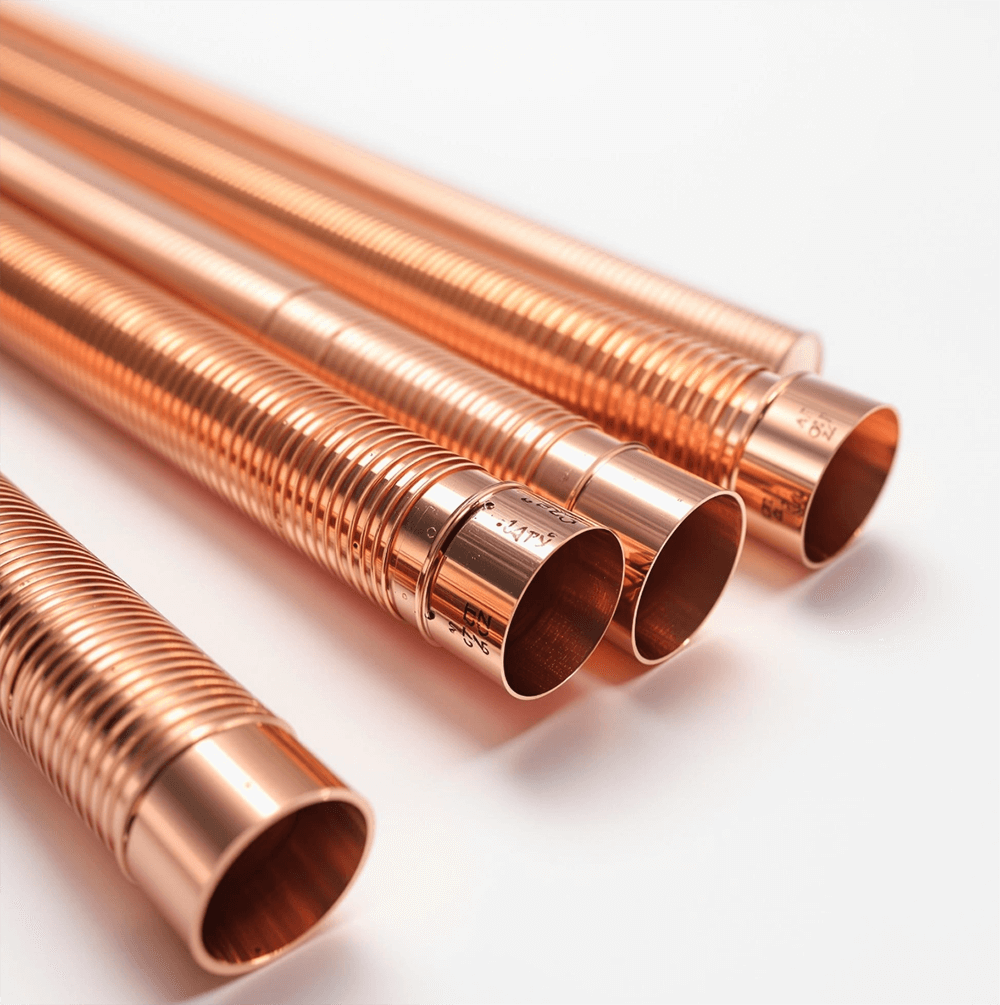
Diffusion bonding creates a metallurgical bond between fin and tube without additional filler materials, resulting in seamless heat transfer and superior mechanical integrity. This technology improves thermal efficiency by 15-25%, increases service temperature capability by 100-150°C, and eliminates the risk of fin separation, even under severe thermal cycling conditions.
Diffusion bonding represents the pinnacle of finned tube manufacturing technology. Unlike mechanical attachment methods or even welding, diffusion bonding creates a true metallurgical bond at the atomic level:
The Science Behind Diffusion Bonding
The diffusion bonding process works through controlled application of temperature, pressure, and time to join metals without melting:
- Surface Preparation: Metals are cleaned to atomic-level purity to remove any oxides or contaminants
- Precise Alignment: Fins and tube are assembled with exacting tolerances
- Temperature Application: The assembly is heated to 60-80% of the melting point
- Pressure Application: Precisely controlled pressure brings atoms into intimate contact
- Hold Time: Maintained for sufficient time to allow atomic diffusion across the interface
- Controlled Cooling: Stress-relieving cool-down prevents distortion
The result is a bond that’s indistinguishable from the base metals themselves. No heat-affected zone, no filler material, and no mechanical discontinuity—just a perfect metallurgical transition from tube to fin.
Performance Advantages in Demanding Applications
This bonding technology creates several distinct advantages in challenging operational environments:
| Performance Aspect | Traditional Attachment | Diffusion Bonded | Practical Impact |
|---|---|---|---|
| Thermal Resistance at Interface | Moderate to High | Near Zero | 15-25% better heat transfer |
| High-Temperature Capability | Limited by bond type | Limited only by base metals | Up to 150°C higher operating temperature |
| Thermal Cycling Resistance | Poor to Moderate | Excellent | 5-10× longer life in cycling applications |
| Corrosion Resistance at Interface | Vulnerable point | Same as base metals | Eliminates crevice corrosion risk |
| Mechanical Strength | Variable | Equal to weaker base metal | No weakness at the bond line |
I recently worked with a South African petrochemical facility that was experiencing repeated fin separation in their process gas coolers. By implementing diffusion-bonded finned tubes, we eliminated the separation issues completely and improved thermal performance by 18%, allowing them to increase throughput significantly.
Manufacturing Considerations and Limitations
While diffusion bonding offers superior performance, there are important manufacturing considerations:
- Material Compatibility: Requires metals with similar thermal expansion coefficients
- Size Limitations: Process equipment limits the maximum dimensions
- Production Rate: Generally slower than mechanical attachment methods
- Quality Control: Requires sophisticated testing methods to verify bond integrity
- Cost Impact: Typically 30-50% higher than conventional attachment methods
Our advanced manufacturing facility overcomes many of these limitations through proprietary processes we’ve developed over decades. We can now produce diffusion-bonded finned tubes up to 12 meters in length with consistent quality throughout.
Why Does Material Choice in Finned Tubes Directly Impact Your Bottom Line?
Are you focusing solely on purchase price when selecting heat exchangers? This common approach often leads to higher total costs over the equipment lifecycle, with hidden expenses that don’t appear until years later.
Material selection in finned tubes affects far more than just initial cost—it directly impacts energy efficiency (3-15% difference), maintenance requirements (varying by 200-400%), service life (3-10 year variations), and system reliability. When all factors are considered, premium materials often deliver 20-40% lower lifetime costs despite higher upfront investment.

[1]: Explore how finned tube technologies can enhance heat exchanger performance and longevity, especially in harsh environments.
[2]: Discover cutting-edge heat exchange solutions that improve efficiency and reduce maintenance costs in demanding industries.
[3]: Learn about the common causes of premature heat exchanger failures and how to prevent them for better operational efficiency.