Finned tube heat exchanger is a kind of high-efficiency heat exchange equipment, mainly by adding fins (thin metal sheets) on the outer surface of the heat exchanger tube to increase the heat exchange area, so as to improve the heat exchange efficiency. This design makes the fluid in contact with the tube wall can be more effective in transferring heat, suitable for gas-gas, liquid-liquid, gas-liquid and other media between the heat exchange occasions.
Bote salt wastewater evaporator or production salt solution evaporator often use stainless steel or titanium material tube heat exchanger (or shell and tube heat exchanger), belongs to the inter-wall heat exchanger, used for heating called heater, used for cooling called condenser. Some other forms of heat exchangers such as finned tube heat exchanger are also used in the field of waste heat recovery (gas and liquid heat exchange). The following is a detailed introduction to the finned tube heat exchanger, including its advantages and disadvantages, manufacturing methods and application areas. First, the advantages of high efficiency: the addition of fins significantly increases the heat exchange area, even in the case of low flow rate can also realize efficient heat exchange. Space saving: due to the improvement of heat exchange efficiency, compared with the heat exchanger without fins, finned tube heat exchanger can be more compact, saving installation space.
Adaptable: It is suitable for heat exchange of a wide range of media, including gases and liquids, and can handle large flow rates or low boiling point fluids. Economical: Although the initial investment may be higher, the long-term operating costs are lower and overall more economical due to its high efficiency. Easy maintenance: relatively simple structure, easy to clean and maintain. Cleaning Problems: Finned structures may be more prone to accumulate dust or dirt under certain working conditions, affecting heat transfer efficiency and requiring regular cleaning. Pressure Loss: Fluid passing through the finned area may result in some pressure loss due to increased resistance.
![]()
Mechanical Strength
The addition of fins may affect the mechanical strength of the tube, especially in high pressure or high temperature environments. The process of manufacturing finned tube heat exchangers usually includes steps such as material selection, fin processing, combining fins and base tubes, quality inspection and assembly. Specifically which method depends on the required heat exchanger operating conditions, heat exchange media characteristics, cost budget and desired performance indicators and other factors.
Process: Pre-formed fins are first embedded into the grooves of the light tube and then fixed by mechanical rolling or welding. This method is suitable for fins made of soft materials such as aluminum and copper. Characteristics: The fins are tightly bonded to the base tube and have low thermal resistance, but there are some restrictions on the fin material. The fins are directly welded to the surface of the base tube by high-frequency resistance welding, laser welding or explosion welding. This process requires precise control to avoid damage to the fins or base tube.
Characteristics: Wide range of application, can weld fins and base tube of different materials, high strength, but the process is complicated and the cost is relatively high. 3 Liquid-phase dip-plating method (or dip-rolling method) Process: The base tube is immersed in molten fin material (e.g., zinc), and a fin layer is formed by rapid cooling. This method is mainly used for the preparation of metal plated fins. Characteristics: Suitable for mass production, low cost, but the fin thickness and shape are difficult to control, and the choice of materials is limited. Extrusion process: The fin material is put into the mold together with the base tube, and the fin material is tightly wrapped around the outer surface of the base tube through high-pressure extrusion. Characteristics: The fins are integrated with the base tube, with high structural strength, suitable for continuous production, but the mold cost is high and the hardness of the material is required. Process of winding method: Thin metal strips are wrapped around and fixed to the base tube, usually fixed by spot welding or continuous welding. This method is suitable for making spiral fins.

Application areas
1. Refrigeration industry: widely used in air conditioning and refrigeration equipment as evaporator or condenser.
2. Chemical industry: used to heat or cool reaction materials during chemical reaction.
3. Electric power industry: used as oil cooler for generators, intake cooler for turbines, etc.
4. HVAC system: used for air heating or cooling in the heating, ventilating and air-conditioning systems of buildings.
5. Automotive industry: such as automobile radiators for heat exchange in engine cooling systems.
6. Food processing: heating, cooling or drying operations in food processing. In summary, finned tube heat exchanger plays an important role in many industries with its high efficiency and compactness.
Despite certain limitations, its advantages can be maximized through reasonable design and maintenance. Finned tube heat exchanger is a high-efficiency heat exchange equipment, which mainly increases the heat exchange area by adding fins (thin metal sheets) on the outer surface of the heat exchanger tubes, thus improving the heat exchange efficiency.

Manufacturing Introduction
Tube manufacturing: The first step is to manufacture the tubes. The tubes are usually made of metal materials such as copper, aluminum, or stainless steel. The manufacturing process includes drawing, annealing, and surface treatment to ensure the dimensional accuracy and surface quality of the tubes.
Fin manufacturing: The fins are typically made of thin metal sheets, such as aluminum or copper. The fin manufacturing process includes punching, stamping, or extrusion to form the desired fin shape and size. The fins can be straight, spiral, or wavy, depending on the specific application requirements.
Tube – fin assembly: The fins are then attached to the tubes. There are several methods for tube – fin assembly, including mechanical expansion, brazing, and welding. Mechanical expansion is a common method, where the fins are inserted into the tubes and then expanded to form a tight fit. Brazing and welding are used to achieve a more secure and durable connection between the tubes and fins.
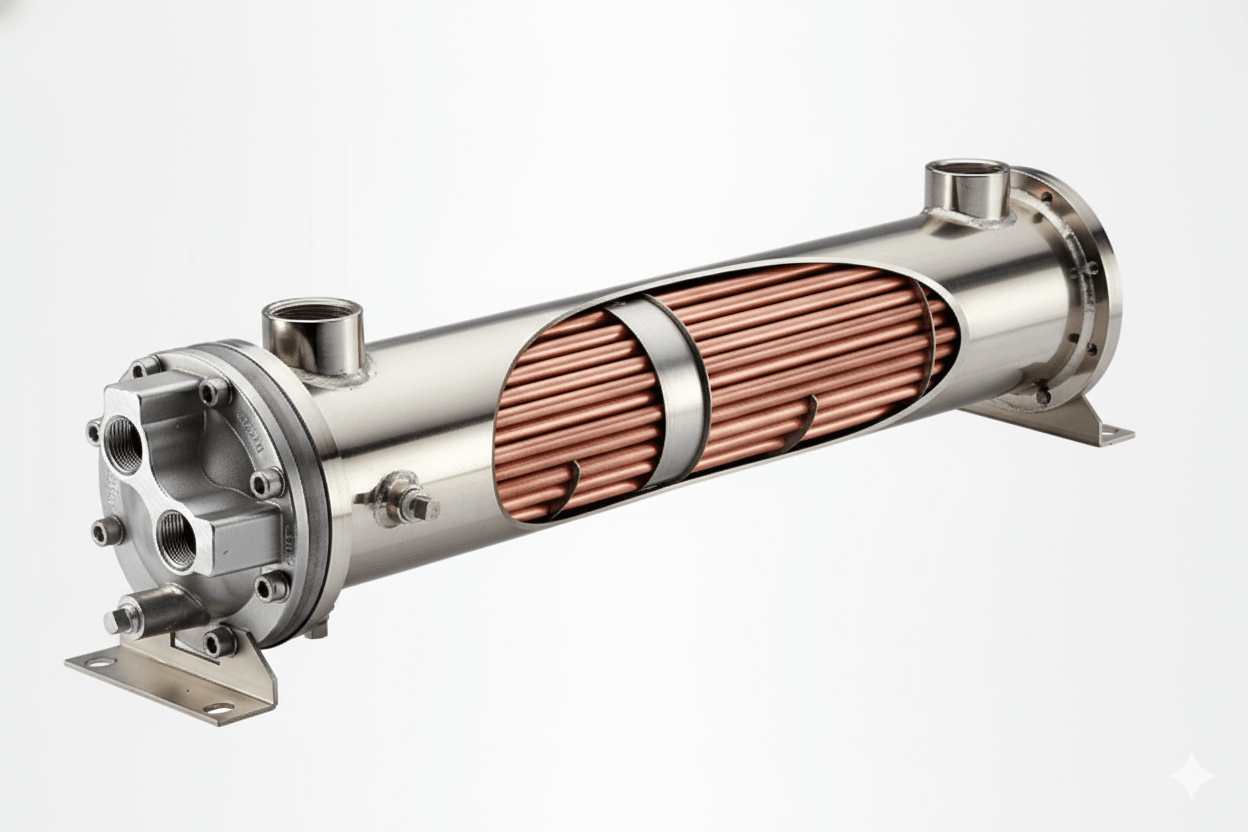
Shell and header manufacturing: The shell and headers of the heat exchanger are usually made of metal plates or pipes. The shell is used to enclose the tube – fin assembly, and the headers are used to connect the tubes to the fluid inlet and outlet. The manufacturing process of the shell and headers includes cutting, bending, welding, and machining to ensure the accuracy and integrity of the structure.
Final assembly and testing: After the tube – fin assembly, shell, and headers are manufactured, they are assembled together to form the complete finned tube heat exchanger. The final assembly process includes installing gaskets, bolts, and other components to ensure the tightness and stability of the heat exchanger. After assembly, the heat exchanger is subjected to various tests, such as pressure testing, leak testing, and heat transfer performance testing, to ensure that it meets the design requirements.