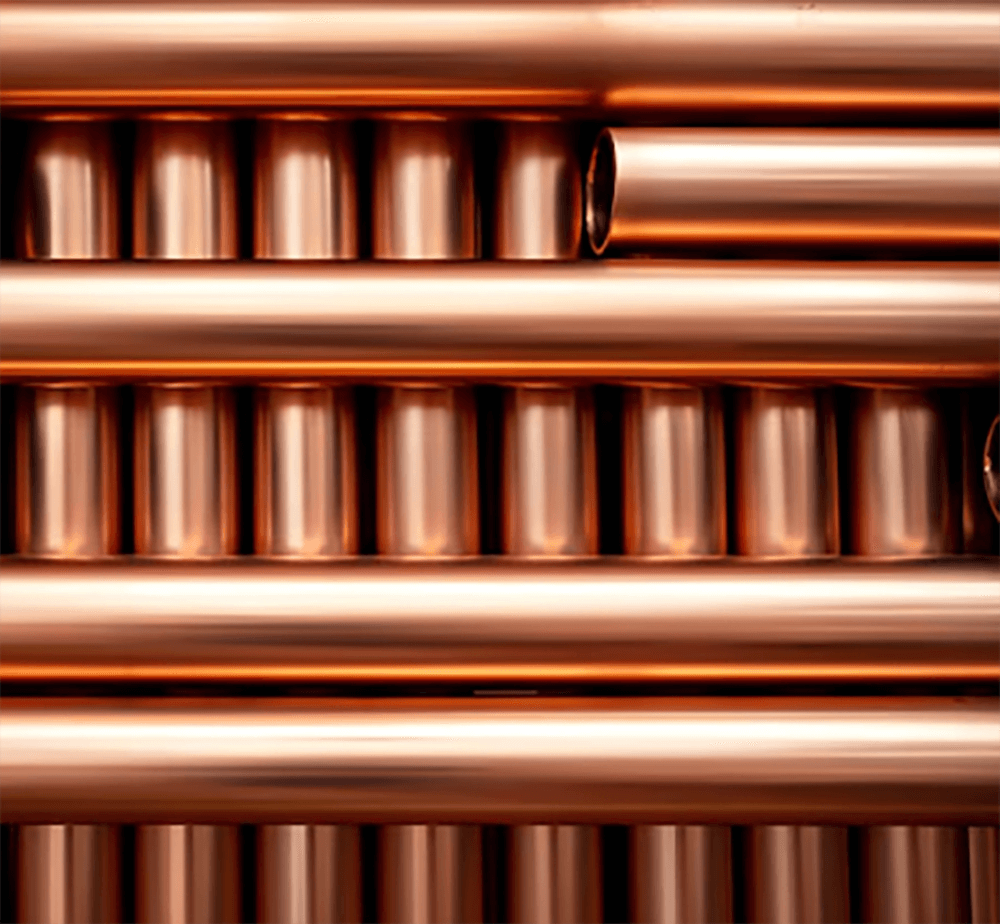
Structure: The high-efficiency heat exchanger tube includes a copper tube with knurling on the outer circular surface and ring fins wrapped around the outer circular surface.
Production process
Winding fins: knurling is opened on the copper tube first, and then the winding unit will spirally wind the circled fins on the copper tube, and only the head and tail parts of the circled fins in contact with the copper tube will be welded and fixed first during the winding process. In this process, through the six circumferential distribution of support rods in a spiral distribution of the role of the limit components, to stabilize the circle-shaped fin winding in the copper tube but not welded fixed part, so that it does not happen displacement.
Expansion of the diameter of the water rose: the use of the water rose process to expand the outer diameter of the copper tube, so that the knurling on the copper tube and the ring-shaped fins in close contact.
Integral welding: In the process of copper tube spiral downward material will be copper tube and circle fins all welded, through such a process, greatly increase the heat and cold exchange area of the copper tube, so as to improve the efficiency of heat exchange.
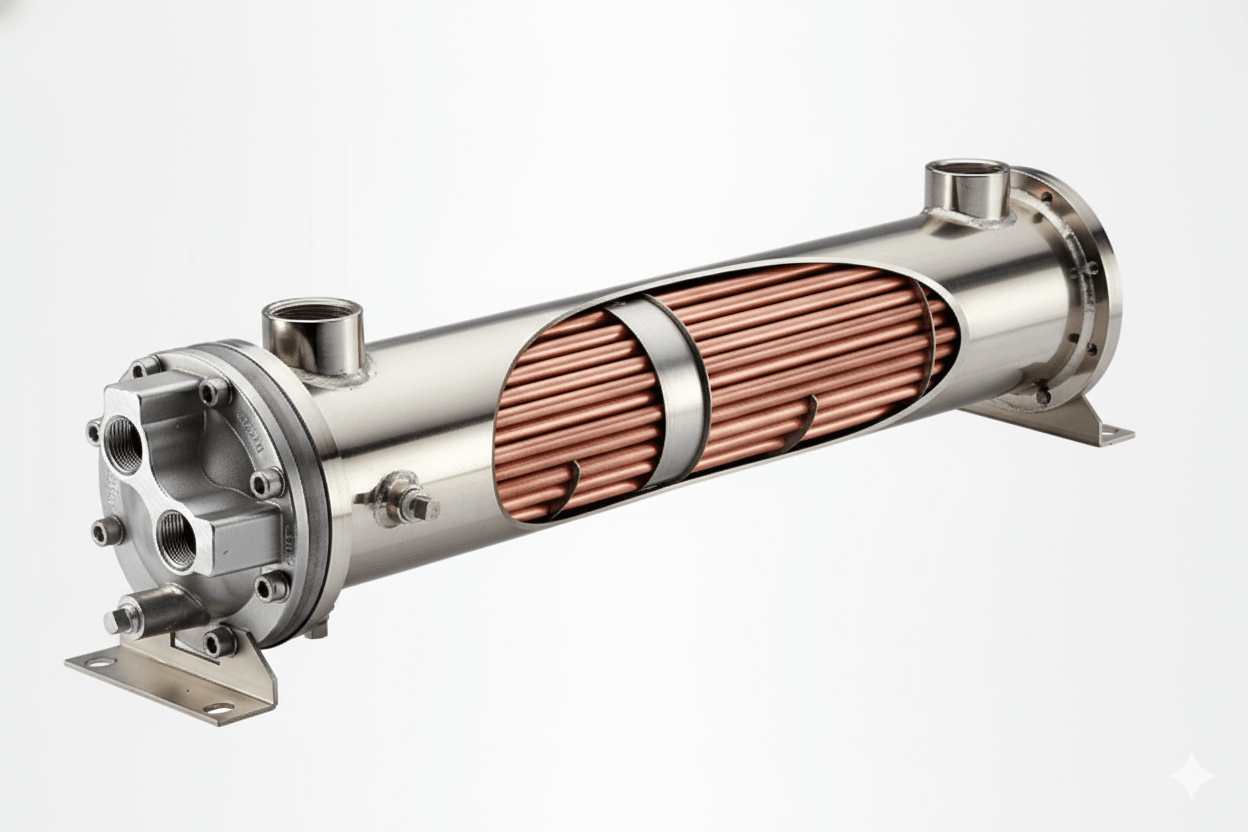
This kind of high-efficiency heat exchanger tube based on knurled finned copper tube and its production process effectively improves the heat exchanger performance of the heat exchanger tube through unique structural design and technological steps, which has important application value in the field of heat exchanger equipment.
Knurled finned copper tubes of high-efficiency heat exchanger tube market prospects are broader, mainly reflected in the following aspects:
Technical advantages to promote market demand
High-efficiency heat transfer performance: by opening knurling and winding circle fins on the copper tube, combined with the water rise process and welding, etc., the cold and heat exchange area is greatly increased, which can effectively improve the heat transfer efficiency and meet the demand for high-efficiency heat transfer equipment in many fields. For example, in the field of air conditioning and refrigeration, industrial cooling, etc., efficient heat exchanger tubes can reduce energy consumption and improve system performance.
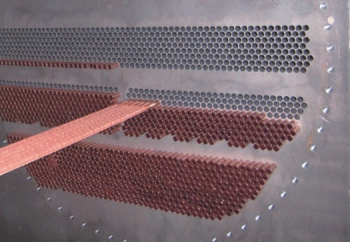
Good structural solidity: the production process adopts special limit components and welding methods, so that the combination of fins and copper tubes is more compact and solid, able to withstand a certain degree of pressure and vibration, and not easy to loosen or fall off the fins, which prolongs the service life of the heat exchanger tube, reduces maintenance costs, and has obvious advantages in some harsh working environments.
Wide range of applications brings growth opportunities
Refrigeration and air-conditioning industry: air-conditioning production figures have grown significantly, playing a key role in boosting demand for purple copper tubes, especially finned copper tubes. Knurled finned copper tube of high-efficiency heat exchanger tube can improve the cooling and heating efficiency of the air conditioning system, reduce energy consumption, in line with the industry’s energy-saving, high-efficiency product development trend, in new buildings and existing buildings in the air conditioning system upgrading and transformation of a larger application space.
Chemical industry: The chemical production process often requires heat transfer and exchange, such as the heating or cooling of the reactor, the condensation of the distillation tower and other links. High-efficiency heat exchanger tubes can effectively recover and reuse the heat generated in the reaction process, improve energy efficiency and reduce production costs, while its corrosion resistance can also adapt to the requirements of the chemical medium.
Power industry: in thermal power plants, it can be used as an air preheater or used for steam heating, waste heat recovery and other links, which helps to improve the utilization of heat energy, reduce energy consumption, and enhance the economy and environmental protection of power production.
Other fields: in food processing, environmental protection, new energy and other fields also have a wide range of application prospects. For example, heating and cooling treatment in food processing, heat recovery in exhaust gas treatment, and thermal management of energy storage systems in the new energy field, etc., all of which provide market opportunities for high-efficiency heat exchanger tubes with knurled finned copper tubes.
High-efficiency heat exchanger tubes with knurled finned copper tubes have relatively high manufacturing process costs due to the additional steps of knurling, fin winding and special welding in the production process. However, ordinary copper heat exchanger may require larger volume and more materials to achieve the same heat transfer effect. From this perspective, in some scenarios with higher space requirements and strict requirements on heat transfer efficiency, the comprehensive cost of knurled finned copper high-efficiency heat exchanger tubes may be more advantageous.

In terms of one-time cost, stainless steel multi-directional disturbance enhanced heat exchanger tube due to stainless steel specific gravity is small, the wall thickness can be reduced, one-time investment of about 60% of the brass tube, and knurled fins copper tube of high-efficiency heat exchanger tube based on copper tube, the material cost is relatively high, and the manufacturing process is complex, so the one-time cost is usually higher than the stainless steel multi-directional disturbance enhanced heat exchanger tube. In terms of operation and maintenance costs, stainless steel multi-directional flow intensified heat exchanger tubes do not require coating, easy to clean, low operation and maintenance costs, while knurled finned copper high-efficiency heat exchanger tubes may require more frequent maintenance in the course of use in order to prevent corrosion of the copper tubes and damage to the fins, etc., and their operation and maintenance costs are relatively high.
Industry development trend provides strong support
Growing demand for energy-efficient heat exchangers: As the world’s emphasis on energy conservation and emission reduction continues to grow, there is an increasing demand for energy-efficient heat exchangers in various industries. Knurled finned copper tube of high-efficiency heat exchanger tube as a high-efficiency energy-saving products, in line with the market development trend, will receive more attention and application.
Expansion of heat exchanger industry: The market scale of heat exchanger industry grows year by year, with a wide range of downstream applications, including oil refining and petrochemicals, modern coal chemical industry, new chemical materials and other industries, which have a stable market demand for heat exchanger products, which also provides a broad market space for the high-efficiency heat exchanger tubes with knurled fins and copper tubes.
Of course, the product is also facing some challenges, such as fluctuations in the price of raw material copper may affect the cost and price of the product, which in turn affects the competitiveness of the market; at the same time, in some of the more sensitive to the cost of the field, it may be faced with aluminum instead of copper and other technological alternatives to the competitive pressure. But overall, based on its technical advantages and a wide range of application areas, knurled finned copper tubes of high-efficiency heat exchanger tubes market prospects.